|
|
|
|
Department of Mechanical, Nuclear and Production Engineering |
|
|
Development of automated systems for manipulation and quality control of natural leather plies (co-funded by Foundation Cassa di Risparmio di Pisa) |
|

![]()
![]()
![]()
![]()

| ||||||
|
|
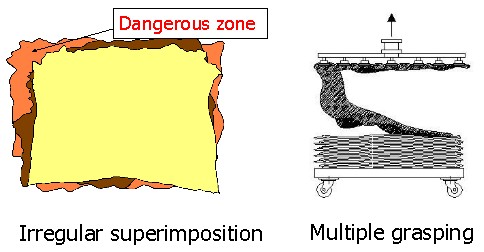
The development of appropriate suction cups does not solve all the difficulties. In particular, two types of grasping device can be proposed both characterized by particular effects.
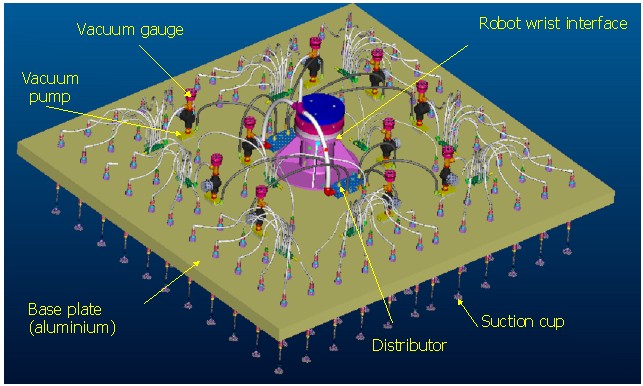
If a larger area is involved by the grasping, just greater than the ply area, due to the irregularity of the profile, the ply at the top of the stack could not cover completely the ply below, and the suction gripper could grasp a couple, or more, plies (multiple grasping). The gripper configuration is illustrated in the picture. The number and the location of the suction elements has been decided in order to properly grasp the entire ply.
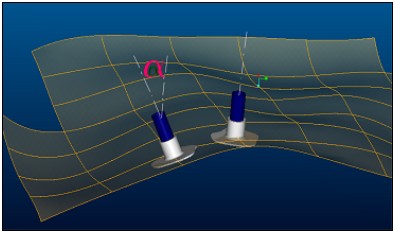
The gripper structure and all the suction elements have both axial and angular compliances, allowing a correct contact between cups and plies also in presence of a large waviness of the leather surface on the stack.
Particular emphasis has been given to the evaluation of the distance between the vacuum cups located on the boundary of the gripper (distance D). This distance has been calculated equal to the maximum admissible cantilever C that a leather ply can assume without generating folds when positioning it on a planar surface. The parameter C has been experimentally estimated, testing recursively different situations using a low stiffness leather ply.
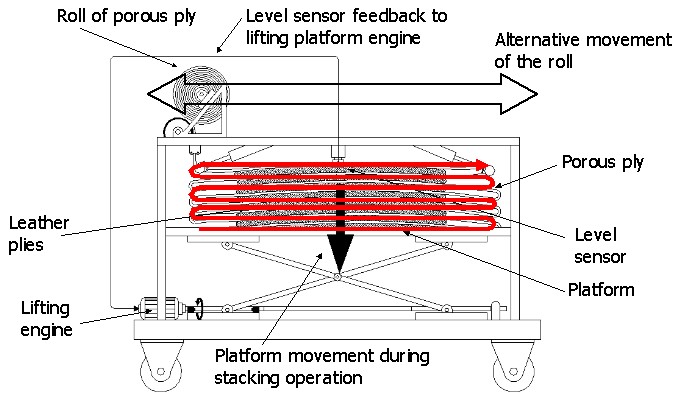
This gripper configuration does not prevent the multiple grasping phenomena, so an innovative device (Material Layer) has been designed in order to prevent this undesirable effect and to obtain a completely automated loading/unloading system. The proposed solution is the interposition of an appropriate special porous textile ply between each leather ply. The textile ply, placed under a leather ply, has an area large enough to entirely cover the next leather ply in the stack. In this way, when the vacuum cup grid of the gripper is placed on the top leather ply, only the cups which contact the leather surface can generate the vacuum degree needed to grasp the object. The other ones, being positioned on the porous material, do not produce a sufficient grasping force, avoiding the risk of multiple grasping.
The previous approach requires an automated positioning of the porous ply between two leather plies, during the creation of the stack, and, obviously, an automated removing during the grasping of the plies from the stack.
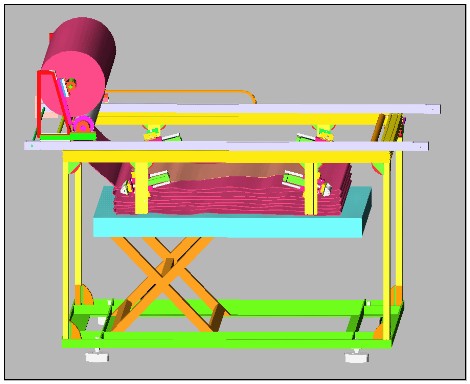
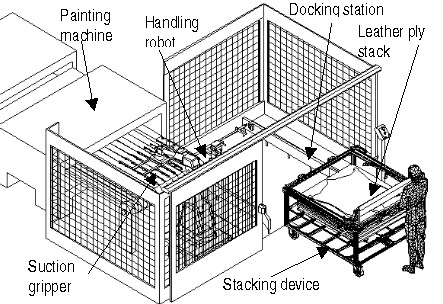
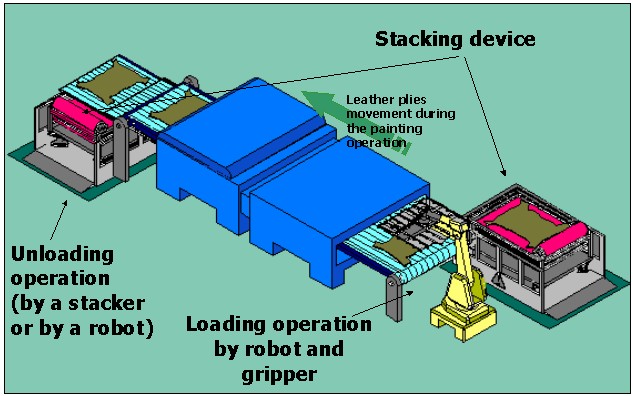
These tasks have been performed by an alternative movement of a roll. During the creation of the stack, the porous ply is laid on the current top leather ply; then a further leather ply is placed on the textile ply using the gripper; the roll is moved again to cover the leather ply, and so on. A lifting platform allows the top leather ply to keep the same height. The following picture shows the large gripper and the stacking device implemented for loading operations in a painting machine. In particular, the stacking device can be manually moved between workstations in order to also perform transport tasks. For this purpose, each workstation is equipped by a docking device which supplies air and electric powers. AGVs or other transport systems can be also exploited for moving the stacking device.
The Grasping Device and the Material Layer are under developing.
These devices are patent pending.
|
Updated 2004/11/24 |